 简体中文
简体中文







폴리에스터(PET), 나일론(PA), 폴리프로필렌(PP), 폴리락트산(PLA) 및 기타 제품을 위한 FDY, POY, HOY 및 산업용 원사 방적 기계의 연...
폴리에스터(PET), 나일론(PA), 폴리프로필렌(PP), 폴리락트산(PLA) 및 기타 제품을 위한 FDY, POY, HOY 및 산업용 원사 방적 기계의 연...
폴리에스터(PET), 나일론(PA), 폴리프로필렌(PP), 폴리락트산(PLA) 및 기타 제품을 위한 FDY, POY, HOY 및 산업용 원사 방적 기계의 연...
폴리에스터(PET), 나일론(PA), 폴리프로필렌(PP), 폴리락트산(PLA) 및 기타 제품을 위한 FDY, POY, HOY 및 산업용 원사 방적 기계의 연...
폴리에스터(PET), 나일론(PA), 폴리프로필렌(PP), 폴리락트산(PLA) 및 기타 제품을 위한 FDY, POY, HOY 및 산업용 원사 방적 기계의 연...

소개 섬유 산업은 끊임없이 발전하고 있으며 제조업체는 고품질 출력을 유지하면서 생산 비용을 절감할 수 있는 방법을 모색하고 있습니다. 주목을 받은 한 가지 솔루션은 다음을 사용하는 것입니다. 중고 방적기 s. 이전에 소유했으며 종종 개조되거나 재판매되는 이러한 기계는 새 장비에 대한 보다 저렴한 대안을 제공합니다. 중...
더 보기1. 서론: 폴리프로필렌 섬유를 자세히 살펴볼 가치가 있는 이유 합성 섬유 중에서 폴리프로필렌(PP)은 상용 소재로 분류되는 경우가 많으며 PET 및 PA의 엔지니어링 성능에 의해 가려지는 경우가 많습니다. 그러나 PP 섬유는 여러 대량 산업 응용 분야에서 기능적으로 대체할 수 없는 물리적, 화학적 특성의 조합으로 인해 글로벌 섬유 시장에서 중요하고...
더 보기소개 섬유 산업이 보다 지속 가능한 관행으로 전환함에 따라 재활용 폴리에스터 직물에 대한 수요가 급증했습니다. 이러한 친환경 직물 생산의 핵심은 재활용 PET(폴리에틸렌 테레프탈레이트) 플레이크를 사용하는 것입니다. 그러나 이러한 플레이크를 고품질 섬유와 직물로 가공하려면 먼저 여정에서 중요한 단계인 건조를 거쳐야 합니다. 이곳은 PET 플레이크...
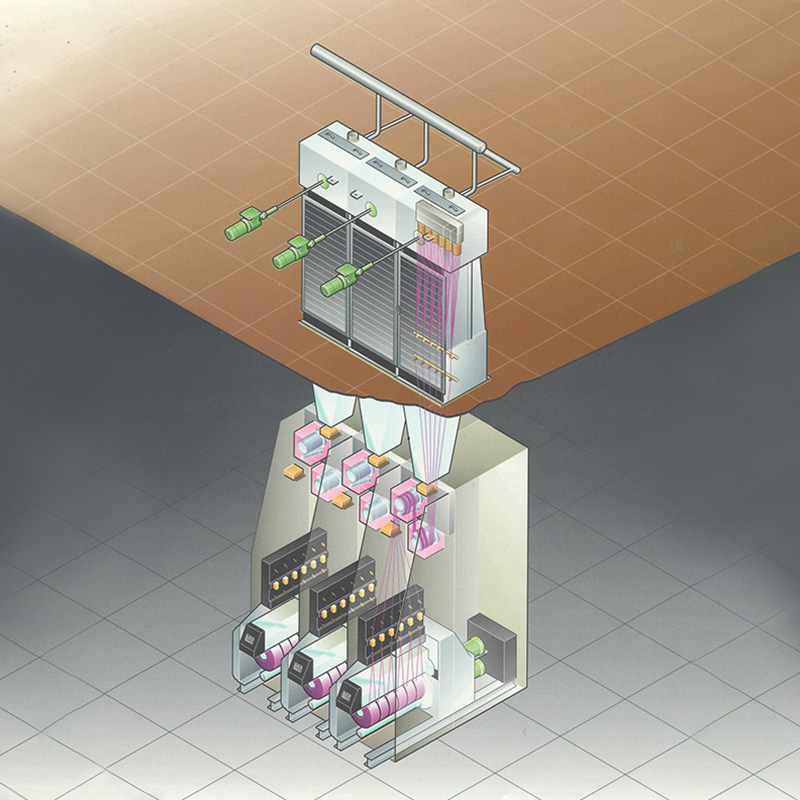
더 보기In the spinning process of the FDY (fully drawn yarn) spinning production line, the hair and broken ends of shaped fibers are mainly caused by the complex coupling between the spinning fluid dynamics and the material properties. When the molten polymer passes through the micropores of the spinneret, the uneven distribution of the normal stress on the hole wall will lead to the non-uniformity of the extrusion expansion effect (Barus effect). Taking the rectangular hole as an example, when the melt flows in the channel with a large difference in aspect ratio, the shear rate in the central area of the long side is significantly higher than that in the short side area. This flow rate gradient is converted into an elliptical distortion of the cross-sectional shape at the moment of extrusion. Experiments show that when the aspect ratio of the rectangular hole exceeds 3:1, the hair occurrence rate will increase by 12-15% for every 1 unit increase in the flatness of the fiber cross section.
From the perspective of material properties, there is a "skin-core" structural contradiction in the cooling molding process of shaped fibers. Although rapid cooling can solidify the cross-sectional shape, the surface polymer generates residual stress due to the temperature gradient. When the stress concentration exceeds the yield strength of the material, it will cause hairiness; while slow cooling can release internal stress, it will cause the cross-sectional shape to shrink, increasing the risk of breakage. This contradiction is particularly prominent in fibers with complex cross-sections such as dumbbells and trilobes.
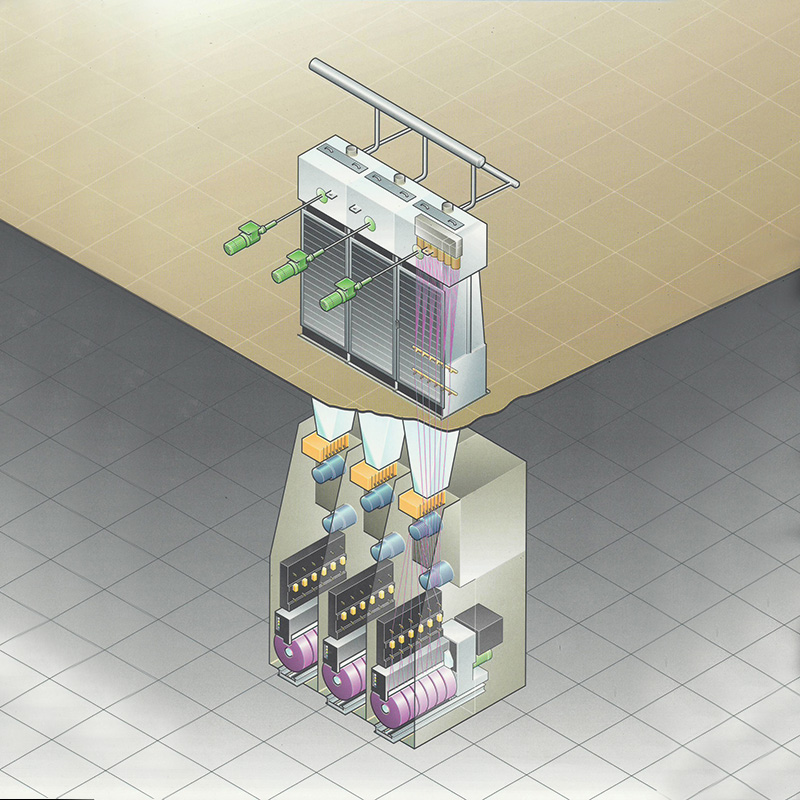
Aiming at the structural defects of traditional rectangular holes, the dumbbell-shaped hole shape achieves triple improvements through fluid mechanics optimization:
Stress homogenization design: The dumbbell-shaped channel adopts a hyperbolic transition zone to reduce the shear rate gradient of the melt at the entrance section by 30-40%. Simulations show that this design can increase the normal stress distribution coefficient of the channel cross section from 0.68 of the rectangular hole to 0.82, significantly reducing the unevenness of extrusion expansion.
Optimization of aspect ratio: The aspect ratio of the spinneret hole is increased from the conventional 1.5:1 to 2.5:1, combined with a streamlined entrance structure. Experiments show that when L/D≥2, the residence time of the melt in the channel is extended by 25%, the elastic energy storage is released more fully, and the fiber cross-section retention rate is increased by 40%.
Surface quality improvement: Laser micromachining technology is used to etch micron-level spiral patterns on the inner wall of the channel, so that the melt flow state changes from laminar flow to turbulent flow, effectively breaking the boundary layer effect. Test data show that this process can reduce the occurrence rate of hair by 55% and the breakage rate by 40%.
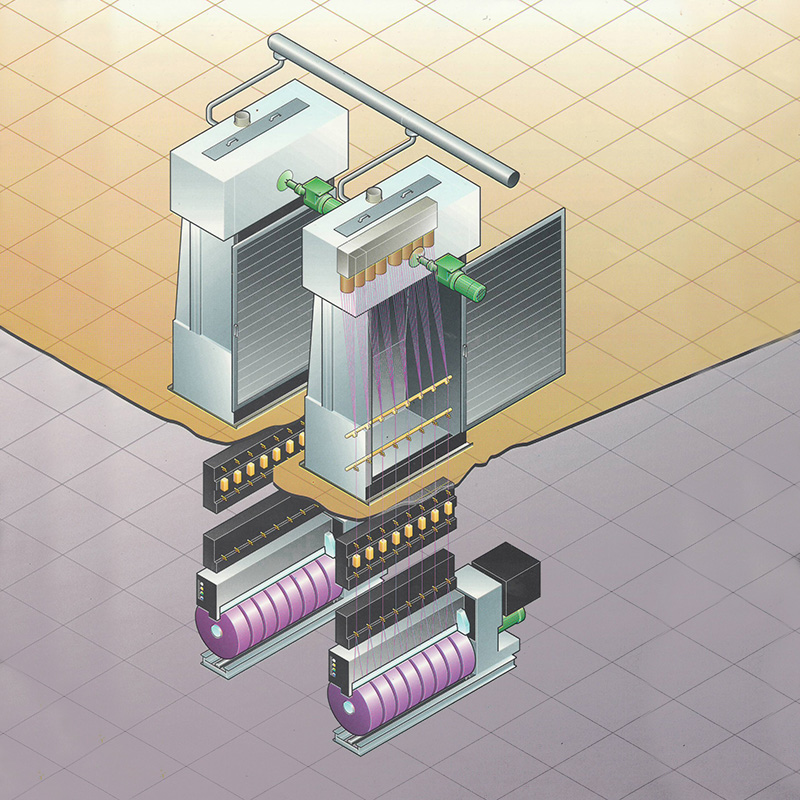
Collaborative control strategy for key process parameters
Temperature field management: Establish a coupling model of melt temperature-viscosity-spinning speed. When the spinning temperature is controlled at 290±2℃, the melt viscoelasticity is in the optimal window. At this time, the extrusion stability of the dumbbell-shaped hole is 60% higher than that of the rectangular hole.
Cooling wind speed control: A circular side blowing system is used to optimize the wind field distribution through CFD simulation. Experiments show that when the wind speed gradient is set to 0.3m/s/mm, the surface temperature uniformity coefficient of the tow reaches 0.95, effectively eliminating local stress concentration.
Oil adhesion optimization: Develop a nano-modified silicone oil system to reduce the contact angle of the oil on the surface of the tow from 82° to 65°, and increase the adhesion by 35%. This not only reduces static electricity accumulation, but also forms a lubricating layer on the fiber surface, reducing the occurrence rate of hairy fibers by 28%.
In the technical practice of Jiaxing Shengbang Mechanical Equipment Co., Ltd., the industrial application of hole shape optimization has been realized through the equipment upgrade of the FDY spinning production line:
High-precision processing equipment: The introduction of German DMG MORI CNC machine tools, combined with the independently developed plasma coating technology, enables the spinneret micro-hole processing accuracy to reach 0.002mm, and the surface roughness Ra<0.05μm.
Online monitoring system: Integrate infrared thermal imaging and laser diameter measurement technology to realize real-time diagnosis of the spinning process of the FDY spinning production line. When the cross-sectional distortion is detected to exceed the threshold, the system can automatically adjust the spinning speed and cooling parameters, and the response speed is increased to within 0.5 seconds.
Process database construction: Based on more than 2,000 sets of experimental data, a process parameter library covering 12 special-shaped sections and 5 polymer materials was established to provide data support for hole shape optimization.
주소: 절강성 가흥시 경제기술개발구 저우안로 1298호
핸드폰: +86 19057031687
전화: 86-0573-83777752
이메일: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. 모든 권리 보유. 모조리 FDY 방적 생산 라인 공급업체
